Вал из моста диаметром 5 мм. Резьба у вала редуктора внутренняя М5л. Высверлил резьбу сверлом 5 мм. Нарезал резьбу М3 для контрения вала. Предварительно для сверления снял фаску. В дальнейшем сопряжения моста и редуктора будет осуществлено через карданный вал.
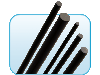
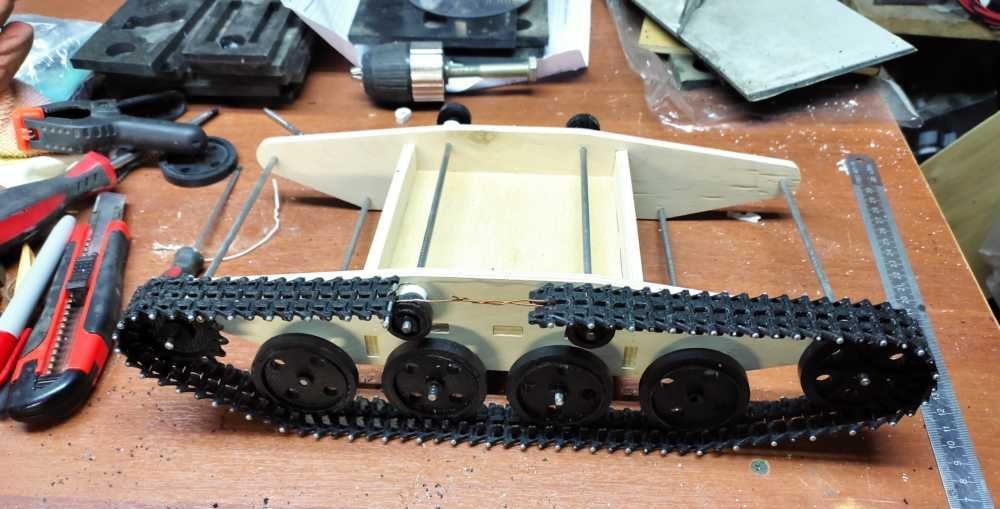
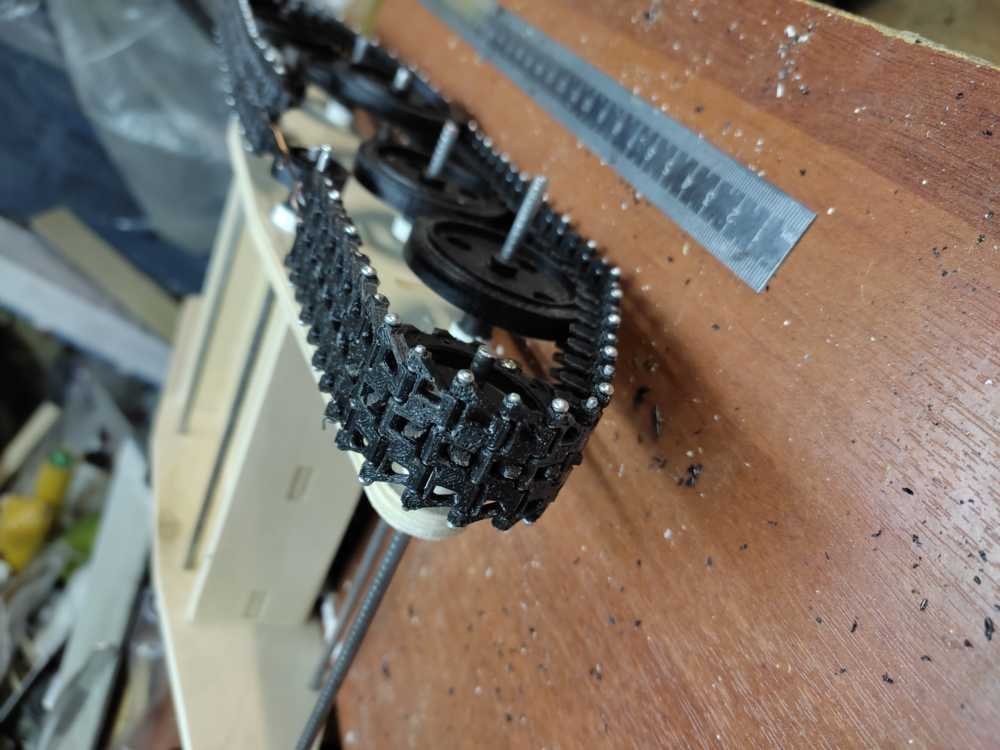
Допечатал траки. Собрал гусей обе стороны. Далее проверка тележки на ходу. Мост использовал от баги с дифом иначе поворачивать колёсногусеничная система не будет.
Редуктор и двигатель- внутренности от интерсколовского двухскоростного шуруповёрта.
Для пробы ходовой гусеничной цепи решил сделать тестовую тележку. Опорные катки фрезернул из пластика подходящей толщины. Зубчатый венец напечатан из PETG.
Пузыри получились не в материале при смешивании. Там как раз однородность отличная. В форме есть места , которые надо проливать малыми порциями, а не сразу всё. За лайфхак спасибо. буду пользовать. Методика ж не только для смолы.
Появился в моём использовании новый для меня инструмент(материал) - двухкомпонентная полиуритановая система быстрого отвердения. Давно хотелось попробовать да всё как то по мелочи обходился эпоксидной смолой. Так сказать, что быстро под рукой было.
Теперь вот попробовал литьевую систему. Взял несколько форм от старых проектов. Формы из литьевого двухкомпонентного силикона .
Температура окружающей среды 25-27 гр. Мешал минуту. Льётся хорошо. Пузырей в форме нахватался конечно но это дело поправимое.
Время отверждения 6-10минут. Благодаря таким свойствам можно создавать пустотелые детали. Я просто вращал в руках форму равномерно разливая по краям.
По инструкции время отверждения 10-20 минут и далее можно вынимать из формы. Попробовал. Дело индивидуальное по деталям. Материал был ещё мягковат но форму держал уверенно. Остальные две детали вынимал уже через 2 часа после заливки. Гарантированно затвердел.
Материал понравился. Теперь всё дело за мастермоделями и формами.